
2. Выцягнуць штурхачы разам з іх шайбамі і раскласці іх па парадку, каб не пераблытаць (гл. фатаграфію).

3. Адлучыць пакінутыя перепускные паліўныя трубкі і вывярнуць фарсункі. Зняць спецыяльныя шайбы.
4. Адлучыць правады ад свечак напалу і вывярнуць іх.
5. Вывярнуць гайкі і балты і знятыя галоўкі цыліндраў впускной і выпускны калектары. Зняць пракладкі выпускнога калектара.
6. З дапамогай прынады для рассухаривания клапанаў прыціснуць талерку спружыны аднаго з клапанаў для таго, каб можна было дабрацца да сухароў. Клапаны стаяць глыбока, так што магчыма запатрабуецца надставіць канец рассухаривателя з дапамогай трубкі, у якой прарэзана "акенца" для атрымання доступу да сухароў. Выцягнуць сухары і зняць рассухарыватель. Зняць талерку, вялікую і маленькую спружыны клапана і гняздо спружыны, а затым выцягнуць клапан з галоўкі цыліндраў (гл. фатаграфіі). Паўтарыць паказаную працэдуру на астатніх 7 клапанах, раскладваючы клапаны і якія адносяцца да іх дэталі па парадку, каб не пераблытаць. Пры неабходнасці зняць заглушку адтуліны для ўстаноўкі фаз газаразмеркавання.
 |  |
 |  |
 |  |
Заўвага: на мадэлях з 1989 г. выпуску (г.зн. прыкладна з верасня 1988 г.) клапаны маюць адну спружыну замест раней якія выкарыстоўваліся двух).
Мадыфікацыі выпускных клапанаў і сёдлаў клапанаў на апошніх мадэлях
З канца 1992 г. усе рухавікі абсталююцца такімі ж выпускнымі клапанамі і іх сёдламі, як на рухавіку XUD9TE. Для таго, каб прыняць таўсцейшую галоўку выпускнога клапана з захаваннем той жа ступені сціску, сядлы выпускных клапанаў патоплены на 2,5 мм замест 2,0 мм, як гэта было раней.
Галоўкі цыліндраў, якія маюць выпускныя клапаны і сядлы новага тыпу, можна адрозніць па праточцы дыяметрам 9,0 мм у прыліве над свечкай напалу (на рухавіках старога тыпу дыяметр праточкі складае 7,0 мм).
Маркіроўку выпускных клапанаў новага тыпу гл. на Д/мал. 8.7.

8. Ачысціць усе дэталі і агледзець іх на знос. Падрыхтаваць новыя пракладкі для галоўкі цыліндраў, калектараў, затамкавага вечка і карпусы тэрмастата. Агледзець галоўку на наяўнасць расколін і іншых пашкоджанняў.
9. З дапамогай лінейкі і мацаў таўшчынямера праверыць паверхню галоўкі цыліндраў на скрыўленне па дыяганалі і ўздоўж краёў (гл. фатаграфію і Д / мал. 1.10). Не ўсталёўвайце лінейку над віхравымі камерамі, т.я. яны могуць выступаць над паверхняй галоўкі цыліндраў. Пры дэфармацыі, якая перавышае дапушчальныя межы, можна перашліфаваць галоўку (вырабляецца адмыслоўцам). Сядла клапанаў і віхравыя камеры таксама павінны быць перашліфаваны, а пад спружыны клапанаў павінны быць устаноўлены спецыяльныя шайбы. Галоўка, якую нельга прывесці ў парадак з дапамогай перашліфоўкі, ці галоўка, у якой распредвал не можа вольна паварочвацца, павінна быць заменена.
 |  |
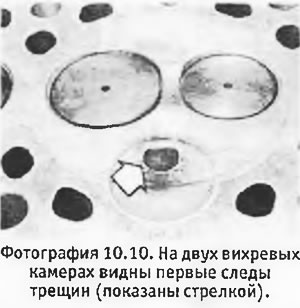
10. Агледзець сядла клапанаў і віхравыя камеры на абгаранне і наяўнасць расколін (гл. фатаграфію). Як сядла, так і камеры могуць быць заменены, аднак гэтая праца выконваецца спецыялістам.
11. З дапамогай цыферблатнага прыбора праверыць, каб велічыня выступу віхравых камер не выходзіла за зададзеныя межы (гл Спецыфікацыі і фатаграфіі).
 |  |
12. Праверыць кожны клапан на скрыўленне, абгаранне і наяўнасць расколін, а таксама на пасадку ў накіроўвалай утулцы. Залішні люфт клапана ва ўтулцы можа быць выкліканы зносам або самога клапана, або ўтулкі. Для таго, каб вызначыць гэта, варта замерыць шток клапана з дапамогай мікраметра ці паспрабаваць усталяваць ва ўтулку новы клапан.
13. Накіроўвалыя ўтулкі клапанаў можна замяніць, аднак гэтая праца патрабуе выкарыстання адмысловага прэса і пашыральніка і павінна вырабляцца адмыслоўцам.
14. Невялікія дэфекты на ўшчыльняльнай паверхні галовак клапанаў могуць быць прыбраныя падчас прыціркі. Больш сур'ёзныя дэфекты патрабуюць перашліфоўкі клапанаў ці іх замены. Пасля прыціркі клапанаў варта з дапамогай цыферблатнага прыбора праверыць, каб галоўкі клапанаў былі патоплены адносна паверхні галоўкі цыліндраў не больш, чым гэта патрабуецца па Спецыфікацыям.

15. Новыя ці перашліфаваныя клапаны і сядлы павінны быць прыцёртыя сябар да сябра наступным чынам (пры добрай пасадцы клапанаў на сядлы можна абыйсціся без грубіянскай притирочной пасты).
16. Перавярнуць галоўку цыліндраў і надзейна падперці яе. Вырабіць трохі грубіянскай карборундовой пасты на ўшчыльняльны "поясок" галоўкі клапана, уставіць клапан у яго накіроўвалую ўтулку і полувращательными рухамі прыцерці яго да сядла. Звычайна гэта робіцца з выкарыстаннем адмысловай прылады для прыціркі клапанаў (гл. фатаграфію). Часам варта паднімаць клапан для таго, каб пераразмеркаваць пасту.

17. Пасля таго, як на сядле і галоўцы клапана з'явяцца цьмяныя матавыя палоскі, сцерці пасту і паўтарыць увесь працэс з дробнай карбарундавай пастай.
18. Пасля таго, як усе клапаны будуць прыцёртыя да сваіх сёдлаў, счысціць усе сляды притирочной пасты спачатку анучай, змочанай у газе, а затым чыстымі сухімі анучамі. Па магчымасці прадуць клапаны, сядлы і накіроўвалыя ўтулкі сціснутым паветрам.
19. Агледзець спружыны клапанаў на стомлены знос і па магчымасці параўнаць іх даўжыню з даўжынёй новых спружын. Калі рухавік досыць шмат адыходзіў, рэкамендуецца замяніць спружыны незалежна ад іх стану.
20. Агледзець штурхачы і іх каналы на ізаляцыі і іншыя пашкоджанні.
21. Агледзець падшыпнікі распредвала ў галоўцы цыліндраў і ў вечках. Агледзець распредвал.
22. Агледзець шпількі калектараў і вечкі падшыпнікаў распредвала. Па неабходнасці замяніць іх, скарыстаўшыся спецыяльным здымнікам для шпілек або з дапамогай 2 гаек, накручаных на адчыненую частку разьбярства шпількі. Калі вы выпадкова зніміце шпільку, змешчаную ў добрым стане, яе трэба ўсталяваць на месца, папярэдне ачысціўшы яе разьбярства і вышмараваўшы яе складам для фіксацыі разьбовых злучэнняў.
23. Пачаць зборку са змазвання алеем штока першага клапана. Пакласці галоўку цыліндраў на бок, уставіць клапан у накіроўвалую ўтулку і ўсталяваць гняздо спружыны, затым вялікую і маленькую спружыны клапана (любым бокам) і талерку спружыны.
24. Сціснуць спружыны з дапамогай рассухаривателя і ўсталяваць сухары. Вырабіць на сухары трохі змазкі, каб яны трымаліся на штоку клапана, і асцярожна адпусціць спружыны. Зняць рассухарыватель.
25. Паўтарыць указаную працэдуру на астатніх 7 клапанах. Устанавіць на месца заглушку адтуліны для ўстаноўкі фаз газаразмеркавання (калі здымалася).
26. Устанавіць впускной і выпускны калектары з новымі пракладкамі і паступова зацягнуць іх гайкі.
27. Усталяваць свечкі напалу і зацягнуць іх да патрэбнага моманту (гл. главу 3). Падлучыць правады да свечак.
28. Устанавіць фарсункі разам з іх шайбамі і зацягнуць іх да патрэбнага моманту (гл. главу 3). Падлучыць перепускные паліўныя трубкі.
29. Вышмараваць штурхальнікі алеем і ўставіць іх у каналы разам з рэгулявальнымі шайбамі. Праверыць, каб усе штурхачы і шайбы пайшлі на свае зыходныя месцы, і каб шайбы стаялі бокам, на якім паказаны памер, уніз. Запісаць таўшчыні ўсіх шайбаў у адпаведнасці з іх становішчам для наступнага рэгулявання затамкавых зазораў.
30. Устанавіць распредвал.
Рухавік XUD7T/L – мадыфікацыі
1. Пачынаючы з канца 1992 г. у рухавік XUD7T, які стаіць на мадэлях 205 і 309, унесены змены для прывядзення яго ў адпаведнасць з новымі еўрапейскімі правіламі па кантролі за эмісіяй. Мадыфікаваны рухавік мае абазначэнне XUD7T/L, дзе "L" паказвае на ўзровень кантролю за эмісіяй. Мадэлі, абсталяваныя мадыфікаваным рухавіком, маюць наступнае абазначэнне на ідэнтыфікацыйнай пласціне:
- 205 мадэлі 1CV2P
- 309 мадэлі без кандыцыянера паветра 1CV2M
- 309 мадэлі з кандыцыянерам паветра 1CV2N
2. Мадыфікаваны рухавік абсталяваны ТНВД і фарсункамі Lucas. На трымальніках фарсунак маюцца 2 каляровыя ідэнтыфікацыйныя пазнакі - адна на баку трымальніка, якая паказвае каліброўку фарсункі, і другая (зялёнае кольца па версе фарсункі), якая паказвае, што фарсунка забяспечвае ўзровень "L" кантролю за эмісіяй.

Маслаздымныя каўпачкі - усе рухавікі, якія маюць у пазначэнні літару "L"
3. Усе рухавікі, якія маюць у пазначэнні літару "L" (уключаючы XUD7T/L), маюць маслосъемные каўпачкі впускных і выпускных клапанаў. Гэтыя каўпачкі павінны замяняцца незалежна ад іх стану пасля кожнага зняцця клапанаў. Акрамя гэтага працэдура пераборкі засталася тая ж, што і для ранніх мадэляў.