
Поршневой палец работает непосредственно по материалу поршня в бобышках или по поверхности специальной втулки верхней головки шатуна. Для лучшего действия соединения поршня, пальца и шатуна используется так называемая плавающая посадка. Суть ее в том, что в одной из деталей (в поршне либо чаще всего в шатуне), палец способен перемещаться свободно, в то время как в другую входит с некоторым предварительным натягом. Используется и плавающая посадка по всем соединениям. От осевого перемещения поршневой палец удерживают стопорные кольца, вставляемые с наружной стороны поршня.
В слабо нагруженных бензиновых двигателях поршневой палец может также фиксироваться от осевого перемещения с помощью горячей прессовой посадки в верхнюю головку шатуна.
Расчет поршневого пальца осуществляется с помощью трех расчетов конечных элементов с учетом формирования смазочной пленки. Так как повреждения поршневых пальцев часто происходят вследствие недопустимо высокой деформации бобышки поршня, при определении параметров пальца в первую очередь необходимо сохранять величину этой деформации заведомо ниже предельно допустимых значений. Если для расчета параметров поршневого пальца за основу брать упрощенный вариант распределения усилий (рис. 10.13), то все размеры пальца определяются согласно приведенной ниже методике.
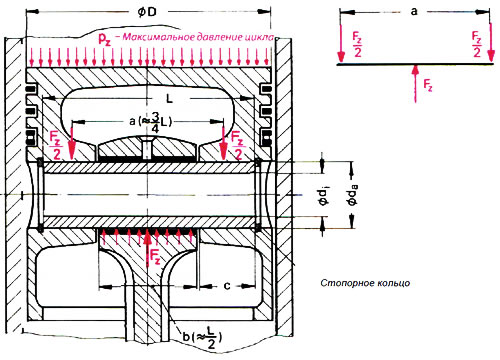
Рис. 10.13. Схема распределения усилий, воздействующих на поршневой палец
1. Предварительное определение наружного диаметра поршневого пальца da через диаметр цилиндра D:
- da = 0,2...0,28 D для бензиновых двигателей;
- da = 0,32...0,4 D для дизельных двигателей.
2. Конструктивное определение длины поршневого пальца L с учетом места для стопорных колец:
3. Проверка с помощью допустимого контактного напряжения pzu, и при необходимости новое определение наружного диаметра пальца:
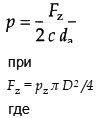
Fz — сила воздействия газов при максимальном давлении цикла Pζ;
D — диаметр поршня;
с — длина подшипника в бобышке поршня;
получаем уравнение 10.2:
Для улучшения точности расчета можно дополнительно добавить мгновенно действующую силу инерции поршня и поршневых колец. Значения допустимого контактного напряжения составляют в бензиновых двигателях 55 Н/мм2 при использовании прессовой посадки пальца в шатуне и 80 Н/мм2 при плавающей посадке пальца в шатуне. Для дизельных двигателей эти значения составляют 65 Н/мм2 при плавающей посадке пальца в шатуне и 80 Н/мм2 при плавающей посадке пальца в шатуне и в поршне.
4. Выбор поршневого пальца согласно действующему стандарту.
Имея предварительно рассчитанные параметры, необходимый поршневой палец выбирается из имеющихся в производстве типоразмеров согласно действующему стандарту. При этом необходимо учитывать предельные значения нагрузок в разных областях поршневого пальца.
5. Контроль прогиба поршневого пальца.
Уравнение 10.3 для расчета прогиба пальца можно получить из расчетного варианта нагрузки, представленного на рис. 10.13, с корректировкой для распределения нагрузки.
f — прогиб поршневого пальца;
fzul — допустимый прогиб поршневого пальца (рис. 10.14);
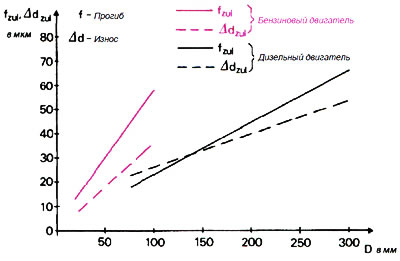
Рис. 10.14. Диаграмма допустимого прогиба и допустимого износа поршневого пальца (согласно данным фирмы «Karl Schmidt»)
а≈3/4L — расстояние между точками приложения усилий (рис. 10.13);
Значения L, di и b берутся согласно рис. 10.13.
6. Контроль деформации внешней поверхности.
Вследствие действия нагрузок диаметр поршневого пальца изменяется — износ превращает идеально круглую рабочую поверхность в овальную, в результате чего появляется люфт в соединениях. Величина износа Дd не должна превышать предельные значения, которые можно определить из соответствующей диаграммы (рис. 10.14) для Дzul. Уравнение 10.4 для определения величины износа выглядит так:
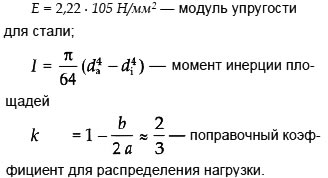
и моменте инерции площадей и продольном сечении трубы, подверженной изгибу
Пример 1
Необходимо определить размеры поршневого пальца бензинового двигателя.
Дано: максимальное давление цикла pz=75 бар, диаметр цилиндра D=77 мм.
Для напряжения продольного изгиба действует следующее уравнение:
Для расчета напряжения изгиба вследствие износа можно использовать следующее соотношение:
Объединенная формула по расчету напряжения в поршневом пальце выглядит следующим образом:
Полученное напряжение не должно превышать допустимый предел выносливости пальца при изгибе.
Поршневые пальцы в основном изготавливаются из легированной стали с последующей цементацией и шлифовкой поверхности. Все больше изучается технология покрытия поршневых пальцев алмазоподобным углеродом, пришедшая из спортивных соревнований на гоночных автомобилях или мотоциклах. Ведутся исследования по созданию поршневых пальцев из керамики, при использовании которой возможно снижение массы пальца примерно на 25%.
Решение
1. Предварительный расчет наружного диаметра поршневого пальца:
da = 0,28 х D = 0,28 х 77 мм = 21,56 мм
2. Конструктивное определение длины поршневого пальца:
L = 0,75 x D = 57,75 мм
3. Новый расчет наружного диаметра поршневого пальца согласно уравнению 10.2, принимая
с=L/4 и pzul=70 Н/мм2, получаем da=16,6 мм
4. Выбор стандартного поршневого пальца согласно стандарту:
da = 18 мм, di = 9 мм, L = 55 мм
5. Контроль прогиба поршневого пальца согласно уравнению 10.3:
Значение для прогиба меньше, чем допустимое значение согласно диаграмме на рис. 10.14:
fzul = 4,5·10-5 м
6. Контроль деформации внешней поверхности согласно уравнению 10.4:
Величина деформации меньше, чем допустимое значение согласно диаграмме на рис. 10.14:
Δdzul = 2,8·10-5 м