
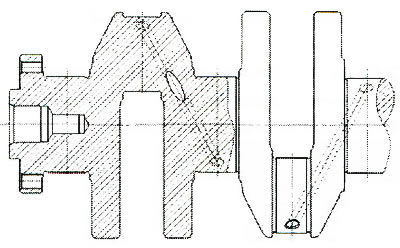
Рис. 10.17. Основные размеры коленчатого вала (схема предоставлена фирмой «Adam Opel GmbH»)
Внутри коленчатого вала сверлятся специальные каналы, которые предназначены для подачи масла под давлением как к вкладышам коренных и шатунных шеек коленчатого вала, так и к верхней головке шатуна, а при необходимости — и к поршню (рис. 10.18).
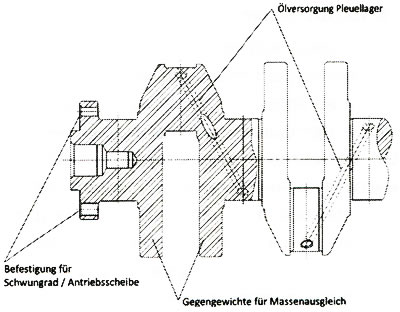
Рис. 10.18. Схема устройства коленчатого вала (фирма «Adam Opel GmbH»)
Дисбаланс коленчатого вала, возникающий из-за кривошипов, вынесенных в сторону относительно продольной оси вала, компенсируется отчасти противовесами, отливаемыми заодно с валом, а отчасти — дополнительными балансировочными грузиками.
За исключением коленчатых валов судовых дизельных двигателей, которые производятся согласно специальным требованиям, параметры коленчатых валов наземных транспортных средств могут определяться согласно порядку, приведенному далее.
1. Определение размеров коленчатого вала согласно опытным значениям
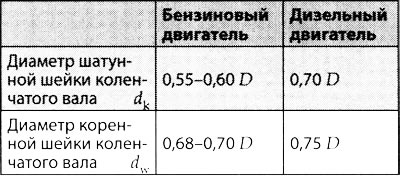
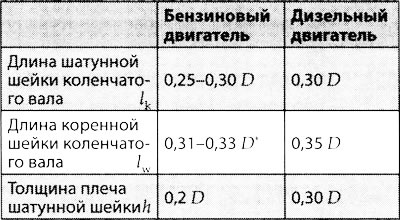
1.1 Размеры коленчатого вала для бензиновых и дизельных двигателей грузовых автомобилей выбираются согласно таблице 10.1, при этом D — диаметр цилиндра двигателя.
1.2 Для обычных дизельных двигателей вначале необходимо выбрать диаметр шатунной шейки согласно простой формуле для расчета напряжений при кручении вала.
при
dk — диаметр шатунной шейки;
Md — максимальный средний крутящий момент;
τzul — 30 Н/мм2 для стали с пределом прочности 500 Н/мм2.
Длина шатунной и коренной шеек, а также толщина плеча шатунной шейки выбираются исходя из следующих соотношений:
- Длина шатунной шейки коленчатого вала lk = (0,45...0,55) D
- Длина коренной шейки коленчатого вала lw = (0,50...0,60) D
- Толщина плеча шатунной шейки h = (0,25...0,35) D
2. Контроль выбранных размеров
Контроль выбранных размеров выполняется с помощью эталонных величин напряжений в частях вала, поскольку только в сравнении с эталонными параметрами можно определить, не превышают ли рассчитанные значения предельных величин и, соответственно, насколько правильно выбраны геометрические размеры коленчатого вала.
Сначала по формулам из главы 2 рассчитываются радиальные и тангенциальные силы, действующие на коленчатый вал в различных положениях. Для этого статически неопределенный коленчатый вал эмпирически делится на статически определенные колена кривошипов, которые соединены друг с другом с помощью шарниров. Деление производится по серединам коренных шеек коленчатого вала. Согласно теории сопротивления материалов, можно определить только величину напряжения в пальце кривошипа и плече кривошипа, которые затем можно объединить в эталонную величину напряжения. Она не должна быть выше допустимого напряжения проверенного в эксплуатации коленчатого вала.
Так как этот метод расчетов является трудоемким, поскольку он должен осуществляться для многих положений коленчатого вала с учетом и без учета сил инерции, предлагается еще один сильно упрощенный метод расчета, который основан на том, что максимальная сила воздействия газов на поршень возможна в верхней мертвой точке поршня. Шатунные шейки и их плечи подвергаются изгибу вследствие действия этих сил (рис. 10.19).
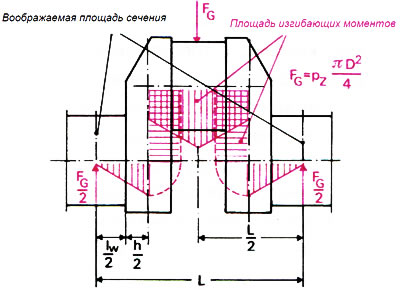
Рис. 10.19. Изгибающий момент сил действия расширяющихся газов в цилиндре
Для расчета напряжений изгиба в шатунной шейке можно использовать следующие уравнения:
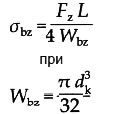
отсюда следует уравнение 10.9:
где
Fz — сила воздействия газа (из формулы в разделе 10.1.1.2);
L — расстояние между центрами коренных шеек;
dk — диаметр шатунной шейки.
Для напряжения изгиба в плече кривошипа действует следующее условие:
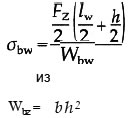
следует уравнение 10.10:
Величина допустимого напряжения составляет 70...100 Н/мм2.
Описанные расчеты в результате дают лишь приблизительную оценку размеров коленчатого вала. Современные компьютерные методы позволяют точный расчет параметров коленчатого вала с учетом экономии веса и повышения прочности.
Коленчатые валы отливаются или куются. Литые коленчатые валы более дешевы в изготовлении, особенно если они отливаются полыми. Увеличение прочности коленчатого вала достигается такими методами последующей обработки, как радиальный прокат, индуктивный отжиг и азотирование. Для ковки коленчатых валов используются улучшенные стали, а для литья — чугун с шаровидным графитом.