
Цилиндар блок
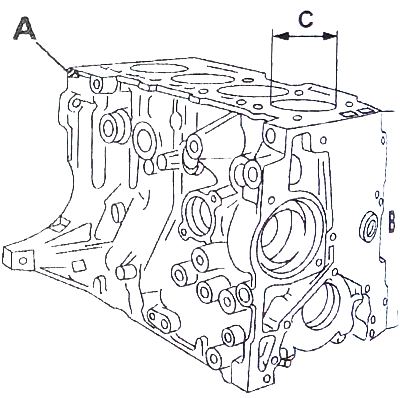
Ознака Р1 (А) угравирано на блоку цилиндра и означава дебљину поправке.
Након провере блока цилиндра, можда ће бити потребно извршити неколико доле наведених операција.
Провера равности и/или стања површине за спајање: брушење површине за спајање до дубине од 0,20 мм; рад захтева велике заптивке главе цилиндра 1 или 2 (ово је неопходно и након брушења прикључне површине главе цилиндра) (види поглавље «глава цилиндра (бензински мотори 1,4 и 1,6 л)».
Провера истрошености и/или стања облога и њихово поновно бушење (ако је неопходно) (види поглавље «Спецификације клипа (бензински мотори 1,4 и 1,6 л)».
Хонинг рукава
Након бушења рукава, брусите их, узимајући у обзир карактеристике описане у наставку.
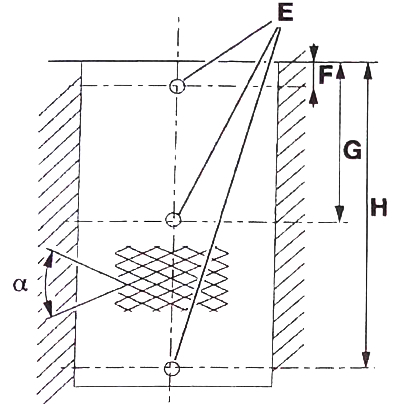
Места за мерење избочина (носивост лежаја) обележен словом (Е).
- Ф - 10 мм.
- Г - 65 мм.
- В - 125 мм.
- α — 50° ± 5°.
Вредност избочења
Да бисте спровели следеће мере, обратите пажњу на локације (Е): радијус максимум -15.
Мерење избочина
Мерна дужина са мерачем: 16 мм.
Три мерења за сваку чауру са стране на коју је клип притиснут дејством гасова (страна филтера за уље), или 12 мерења за цео блок цилиндра.
Два препуста су дозвољена осим ако нису дефинисана на истом кућишту.
У овом случају може се извршити седам додатних мерења на сумњивом рукаву и користити ако се не прекорачи дозвољено избочење.
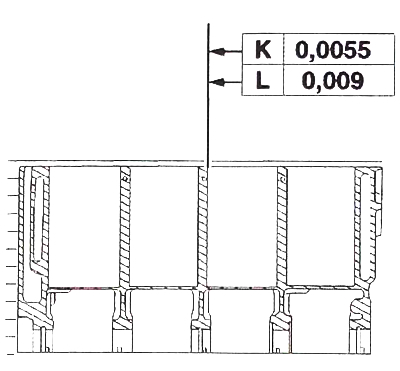
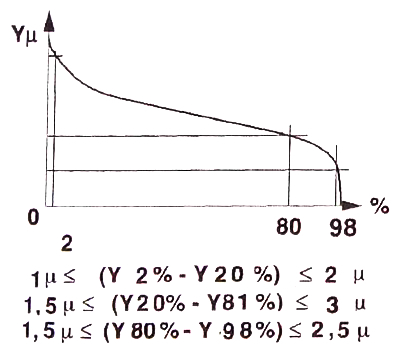
Толеранција облика и положаја:
К - равност;
Л - усклађеност са нормом облика цилиндра.
Мерење геометрије кошуљице цилиндара
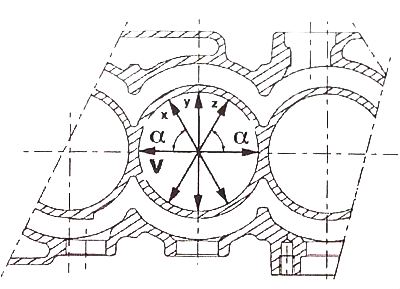
α вредност: 60°.
Измерите пречнике В - Кс - И - З за сваку величину Ф - Г - Х.
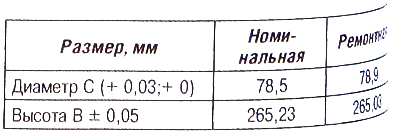
78,5 мм <- ВКСИЗ <- 78,518 мм.
Максимални дозвољени размак између резултата 12 мерења: 0,018 мм.
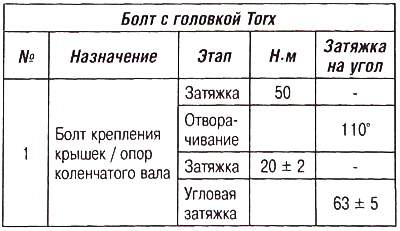
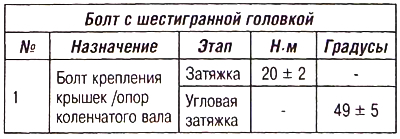
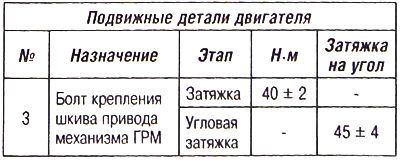
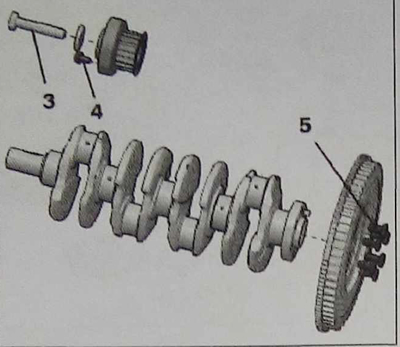
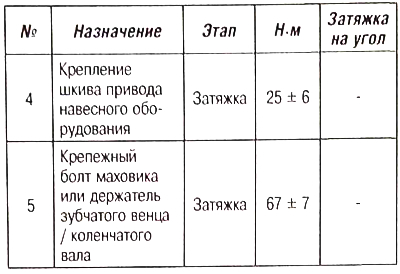
Моменти затезања
Називна дебљина (А): 265.23 мм. Вијак за причвршћивање поклопаца / лежајева главних рукаваца радилице означен је бројем (1).
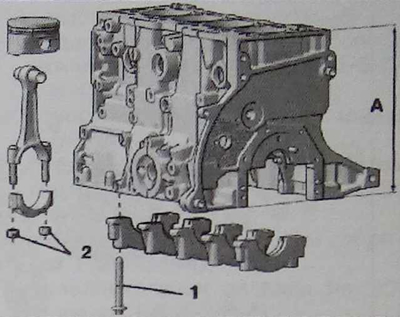
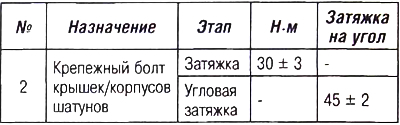
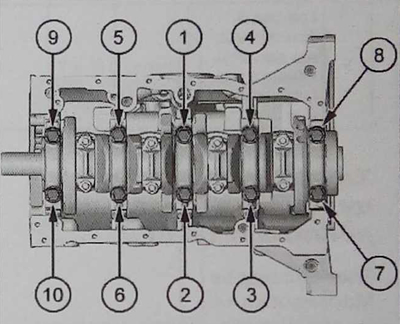
Пажња. Пратите правилан редослед затезања навојних спојева, поставите нове завртње. Не подмазујте приликом поновног састављања.
 |  |