
Цилиндров блок
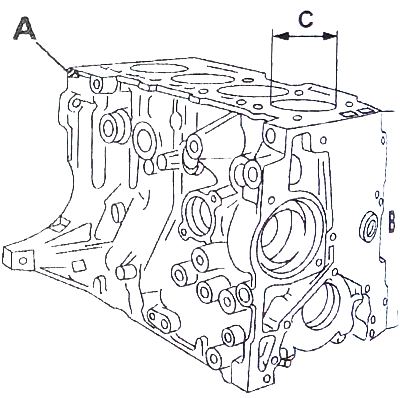
Знакът R1 (A) е гравиран върху цилиндровия блок и показва ремонтната дебелина.
След проверка на цилиндровия блок може да се наложи да извършите няколко операции, изброени по-долу.
Проверка на равнинността и/или състоянието на свързващата повърхност: шлайфане на свързващата повърхност до дълбочина 0,20 mm; операцията изисква големи уплътнения на главата на цилиндъра 1 или 2 (това е необходимо и след шлайфане на свързващата повърхност на главата на цилиндъра) (вижте глава "Глава на цилиндър (бензинови двигатели 1,4 и 1,6 l)" .
Проверка на износването и/или състоянието на втулките и повторното им пробиване (ако е необходимо) (вижте глава "Характеристики на буталото (1.4 и 1.6l бензинови двигатели)".
Хонинг на ръкава
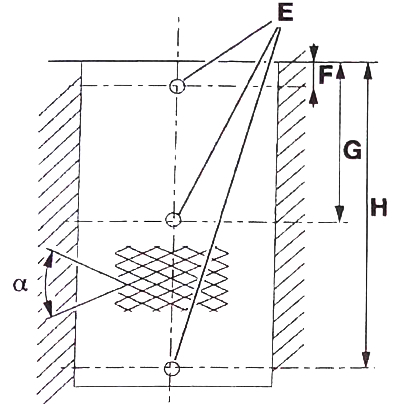
След пробиване на ръкавите ги усъвършенствайте, като вземете предвид характеристиките, описани по-долу.
С буквата (Е) са отбелязани местата за измерване на изпъкналостта (носемоспособността).
- F - 10 мм.
- G - 65 мм.
- H - 125 mm.
- α — 50°±5°.
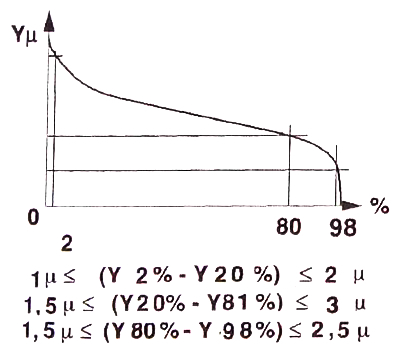
Стойност на издатината
За да приложите следните мерки, спазвайте местата (E): максимален радиус -15.
Измерване на размера на издатината
Дължина на измерване с щуп: 16 мм.
Три измервания за всяка обшивка от страната, към която буталото е притиснато под действието на газове (страната на масления филтър), или 12 измервания за целия цилиндров блок.
Позволени са два надвеса, освен ако не са дефинирани в един и същи случай.
В този случай могат да се направят седем допълнителни измервания на подозрителния ръкав и да се използват, ако не се превиши разрешената изпъкналост.
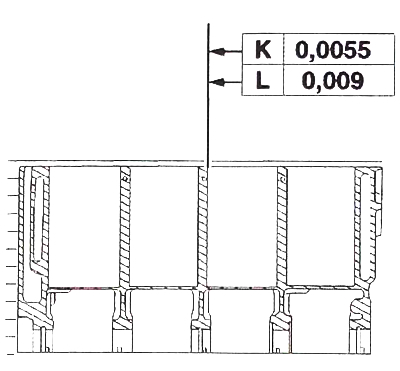
Толеранс на формата и позицията:
K - праволинейност;
L - съответствие с нормата на формата на цилиндъра.
Измерване на геометрията на цилиндровата втулка
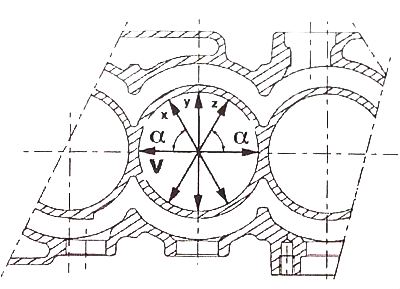
α стойност: 60°.
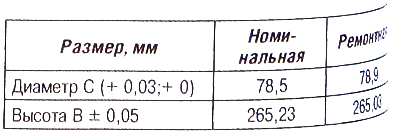
Измерете диаметрите V - X - Y - Z за всеки размер F - G - H.
78,5 мм <- VXYZ <- 78,518 мм.
Максимално допустимото отклонение между резултатите от 12 измервания: 0,018 mm.
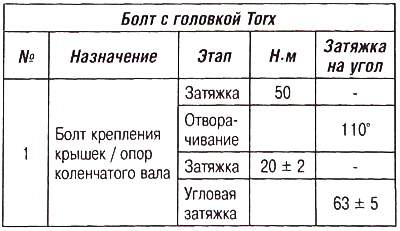
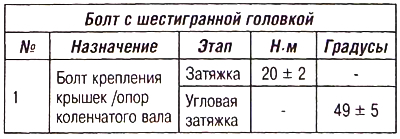
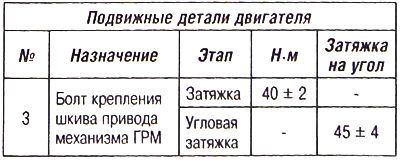
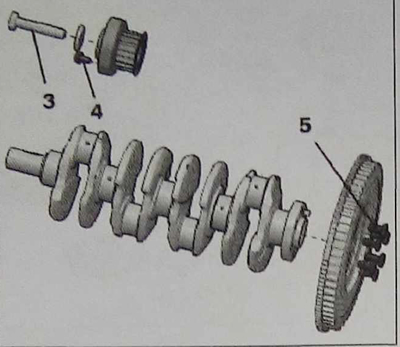
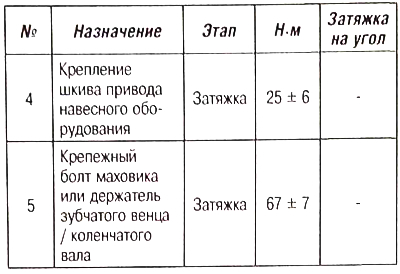
Въртящи моменти
Номинална дебелина (A): 265,23 мм. Болтът за закрепване на капаците / леглата на основните шейни на коляновия вал е обозначен с цифрата (1).
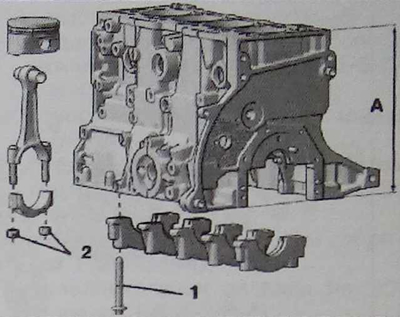
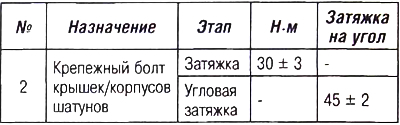
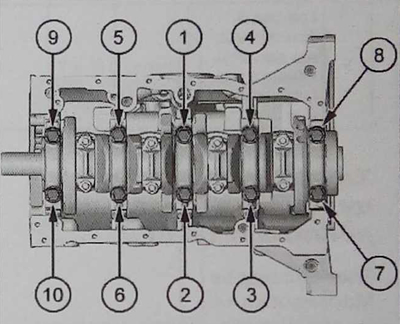
Внимание. Следвайте правилния ред на затягане на резбовите връзки, монтирайте нови болтове. Не смазвайте при повторно сглобяване.
 |  |