
Blok valcov
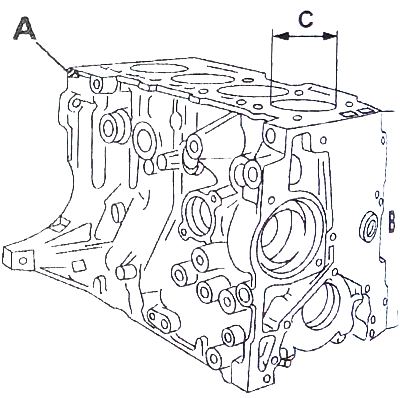
Označenie R1 (A) vyryté na bloku valcov a označuje hrúbku opravy.
Po kontrole bloku valcov môže byť potrebné vykonať niekoľko operácií uvedených nižšie.
Kontrola rovinnosti a/alebo stavu spojovacej plochy: brúsenie spojovacej plochy do hĺbky 0,20 mm; prevádzka vyžaduje nadrozmerné tesnenia hlavy valcov 1 alebo 2 (to je potrebné aj po vybrúsení spojovacej plochy hlavy valcov) (pozri kapitolu «hlava motora (benzínové motory 1,4 a 1,6 l)».
Kontrola opotrebovania a/alebo stavu vložiek a ich prevŕtanie (Ak je to nevyhnutné) (pozri kapitolu «Špecifikácie piestu (benzínové motory 1,4 a 1,6 l)».
Honovanie rukávov
Po vyvŕtaní rukávov ich honovanie, berúc do úvahy vlastnosti opísané nižšie.
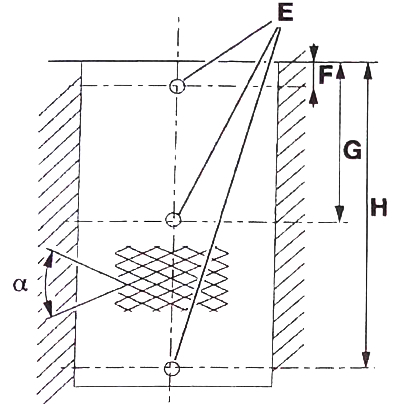
Miesta na meranie výčnelku (nosnosť) označené písmenom (E).
- F - 10 mm.
- G - 65 mm.
- V - 125 mm.
- α — 50° ± 5°.
Hodnota výčnelku
Ak chcete vykonať nasledujúce opatrenia, sledujte miesta (E): maximálny polomer -15.
Meranie výčnelku
Meracia dĺžka so spáromerom: 16 mm.
Tri merania pre každú manžetu zo strany, na ktorú je piest pritláčaný pôsobením plynov (strana olejového filtra), alebo 12 meraní pre celý blok valcov.
Dva presahy sú povolené, pokiaľ nie sú definované v rovnakom prípade.
V tomto prípade možno na podozrivom rukáve vykonať sedem dodatočných meraní a použiť ich, ak sa neprekročí povolený výčnelok.
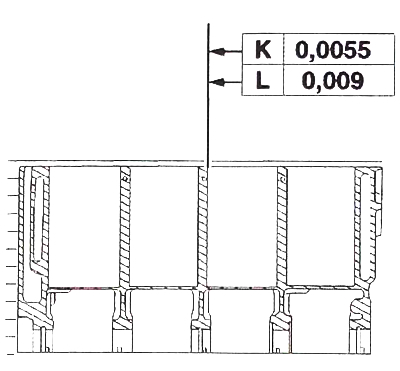
Tolerancia tvaru a polohy:
K - priamosť;
L - súlad s normou tvaru valca.
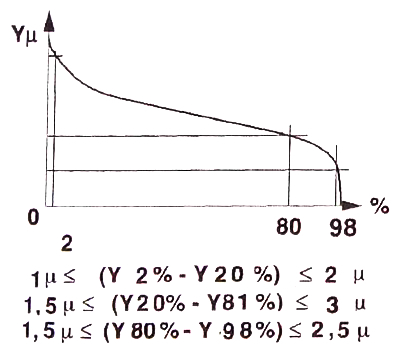
Meranie geometrie vložiek valcov
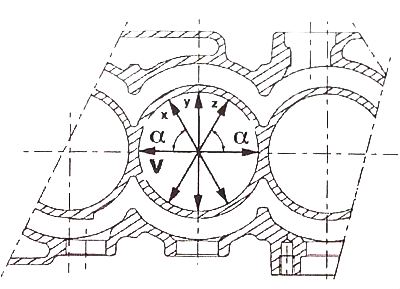
hodnota α: 60°.
Zmerajte priemery V - X - Y - Z pre každú veľkosť F - G - H.
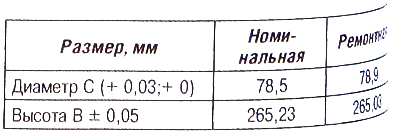
78,5 mm <- VXYZ <- 78,518 mm.
Maximálny povolený rozptyl medzi výsledkami 12 meraní: 0,018 mm.
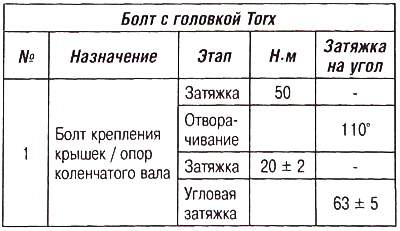
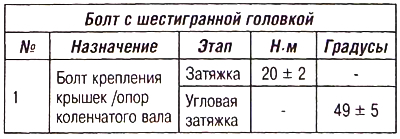
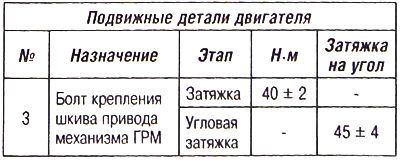
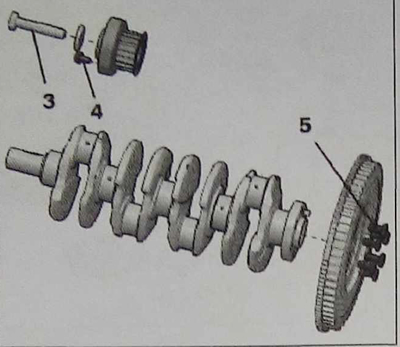
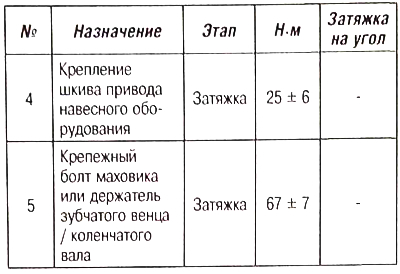
Uťahovacie momenty
Nominálna hrúbka (A): 265,23 mm. Skrutka na upevnenie krytov / lôžok hlavných čapov kľukového hriadeľa je označená číslom (1).
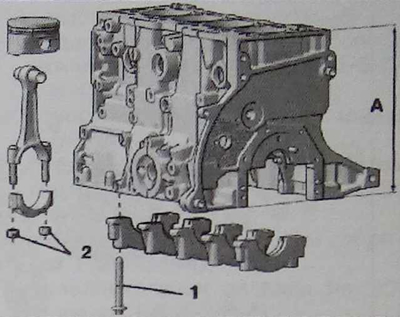
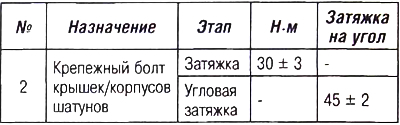
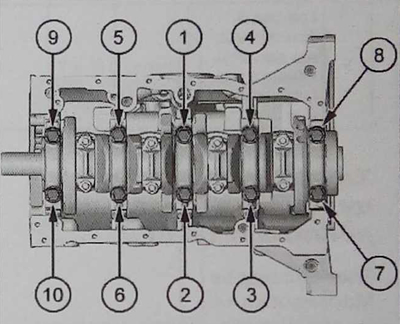
Pozornosť. Dodržujte správne poradie uťahovania závitových spojov, nainštalujte nové skrutky. Pri spätnej montáži nemažte.
 |  |