
Blok cylindrów
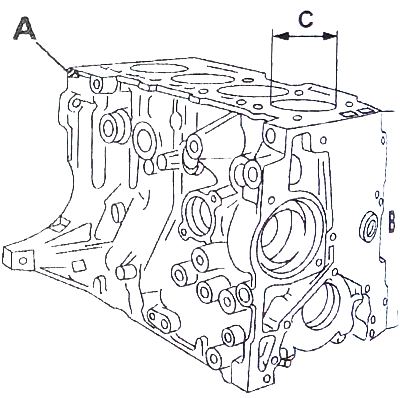
Etykieta R1 (A) wygrawerowany na bloku cylindrów i wskazuje grubość naprawy.
Po sprawdzeniu bloku cylindrów może być konieczne wykonanie kilku czynności wymienionych poniżej.
Sprawdzenie płaskości i/lub stanu powierzchni styku: zeszlifować powierzchnię styku na głębokość 0,20 mm; operacja wymaga nadwymiarowych 1 lub 2 uszczelek głowicy cylindrów (jest to również konieczne po szlifowaniu powierzchni łączącej głowicy cylindrów) (patrz rozdział «głowica cylindra (silniki benzynowe 1,4 i 1,6 l)».
Sprawdzenie zużycia i/lub stanu tulei oraz ich ponowne wytaczanie (Jeśli to konieczne) (patrz rozdział «Charakterystyka tłoka (silniki benzynowe 1,4 i 1,6 l)».
Honowanie rękawów
Po wywierceniu tulei należy je wyszlifować z uwzględnieniem cech opisanych poniżej.
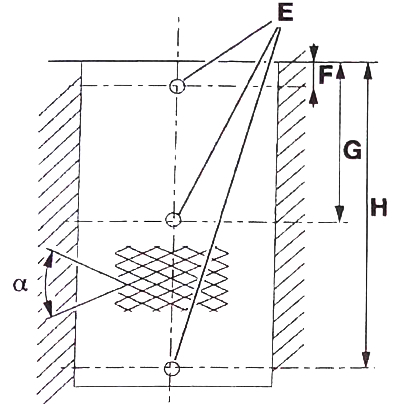
Miejsca do mierzenia wypukłości (nośność) oznaczony literą (mi).
- F - 10 mm.
- G - 65 mm.
- wys. - 125 mm.
- α — 50° ± 5°.
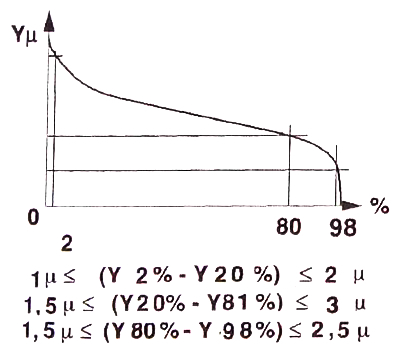
Wartość wypukłości
Aby wdrożyć następujące środki, obserwuj lokalizacje (mi): maksymalny promień -15.
Pomiar wypukłości
Długość mierzona szczelinomierzem: 16 mm.
Trzy pomiary dla każdej tulei od strony, do której tłok jest dociskany działaniem gazów (stronie filtra oleju), lub 12 pomiarów dla całego bloku cylindrów.
Dozwolone są dwa nawisy, chyba że są zdefiniowane w tym samym przypadku.
W takim przypadku na podejrzanej tulei można wykonać siedem dodatkowych pomiarów i zastosować, jeśli nie zostanie przekroczona dopuszczalna wystawa.
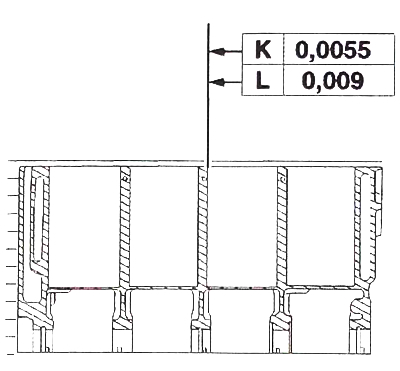
Tolerancja kształtu i położenia:
K - prostoliniowość;
L - zgodność z normą kształtu cylindra.
Pomiar geometrii tulei cylindrowych
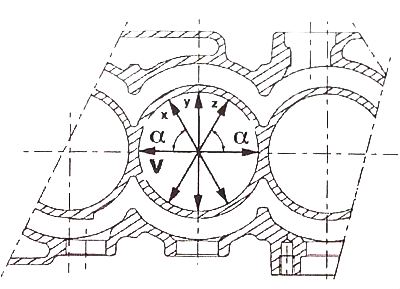
Wartość α: 60°.
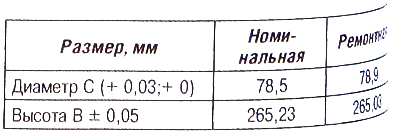
Zmierz średnice V - X - Y - Z dla każdego rozmiaru F - G - H.
78,5 mm <- VXYZ <- 78,518 mm.
Maksymalna dopuszczalna rozpiętość wyników 12 pomiarów: 0,018 mm.
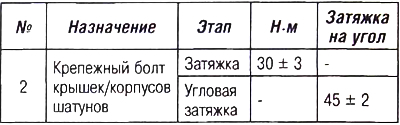
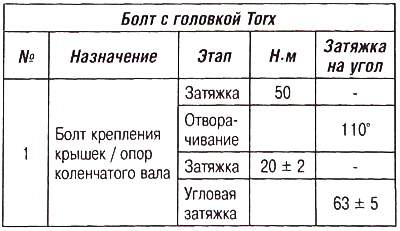
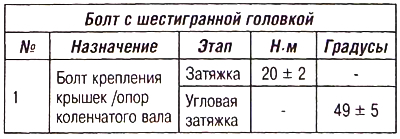
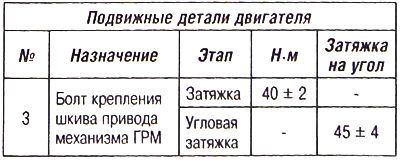
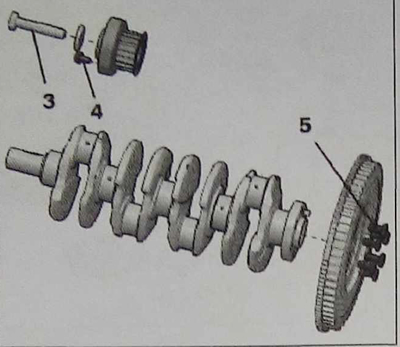
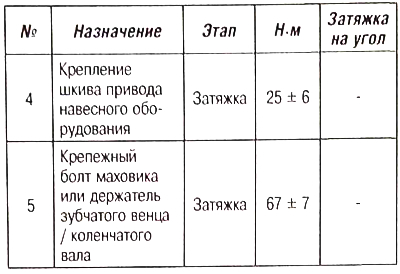
Momenty dokręcania
Grubość nominalna (A): 265,23 mm. Śruba do mocowania pokryw / łożysk czopów głównych wału korbowego jest oznaczona numerem (1).
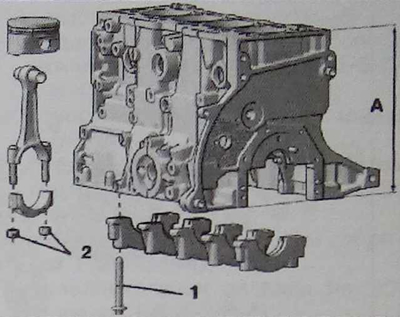
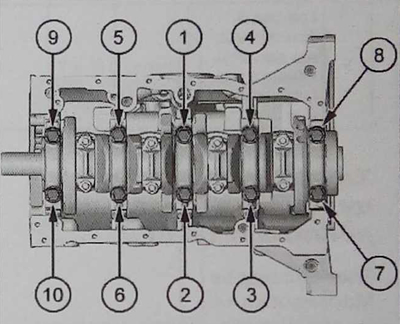
Uwaga. Postępuj zgodnie z kolejnością dokręcania połączeń gwintowanych, zamontuj nowe śruby. Nie smarować podczas ponownego montażu.
 |  |