
Blok motora
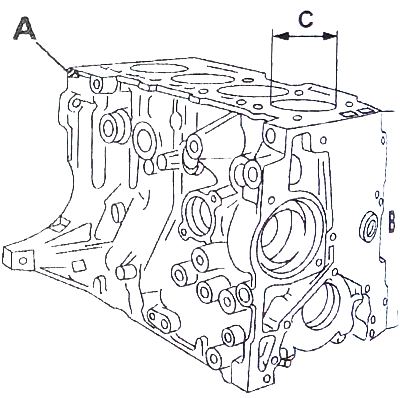
Oznaka R1 (A) ugraviran na blok cilindra i označava debljinu popravka.
Nakon provjere bloka cilindra, možda će biti potrebno izvršiti nekoliko dolje navedenih operacija.
Provjera ravnosti i/ili stanja spojne površine: brušenje spojne površine do dubine od 0,20 mm; za rad su potrebne prevelike brtve za 1 ili 2 glave cilindra (ovo je također potrebno nakon brušenja spojne površine glave cilindra) (vidi poglavlje «glava cilindra (benzinski motori 1.4 i 1.6 l)».
Provjera istrošenosti i/ili stanja košuljica i njihovo ponovno bušenje (ako je potrebno) (vidi poglavlje «Specifikacije klipa (benzinski motori 1.4 i 1.6 l)».
Honanje rukava
Nakon bušenja rukava, brušenje ih, uzimajući u obzir značajke opisane u nastavku.
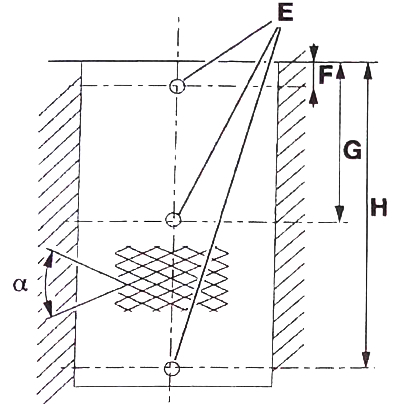
Mjesta za mjerenje izbočine (nosivost) označen slovom (E).
- F - 10 mm.
- G - 65 mm.
- V - 125 mm.
- α — 50° ± 5°.
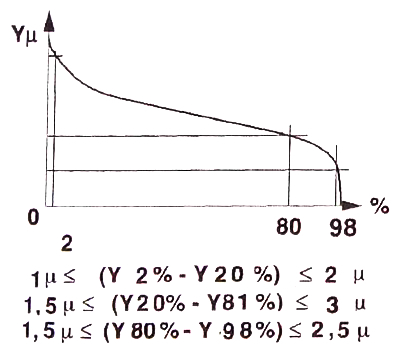
Vrijednost izbočine
Za provedbu sljedećih mjera promatrajte lokacije (E): maksimalni radijus -15.
Mjerenje izbočine
Duljina mjerenja s pipom: 16 mm.
Tri mjerenja za svaki rukavac sa strane na koju je klip pritisnut djelovanjem plinova (strana filtera ulja), ili 12 mjerenja za cijeli blok cilindra.
Dopuštena su dva prepusta osim ako nisu definirana na istom kućištu.
U tom slučaju može se napraviti sedam dodatnih mjerenja na sumnjivom rukavcu i koristiti ako se ne prekorači dopuštena izbočina.
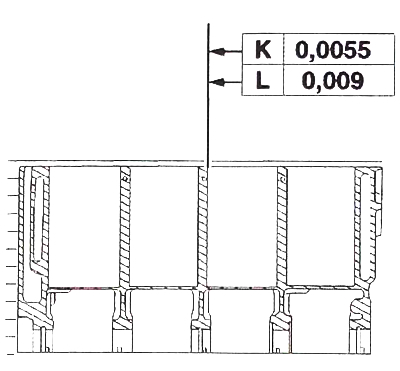
Tolerancija oblika i položaja:
K - ravnost;
L - usklađenost s normom oblika cilindra.
Mjerenje geometrije košuljica cilindra
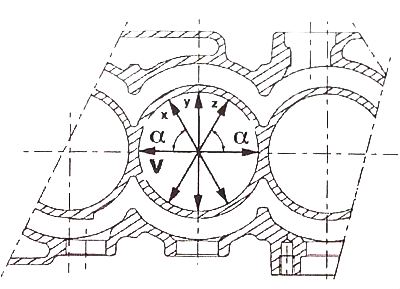
α vrijednost: 60°.
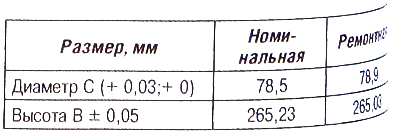
Izmjerite promjere V - X - Y - Z za svaku veličinu F - G - H.
78,5 mm <- VXYZ <- 78,518 mm.
Najveća dopuštena razlika između rezultata 12 mjerenja: 0,018 mm.
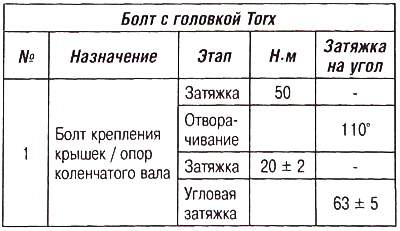
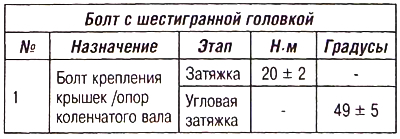
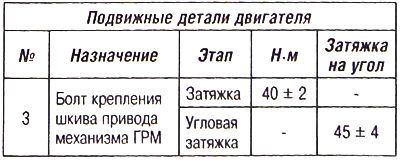
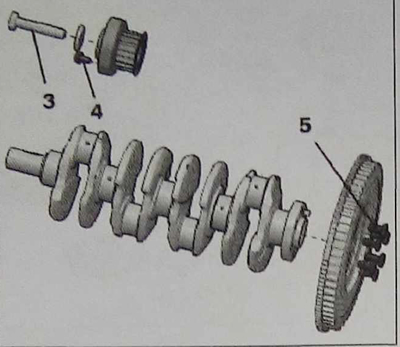
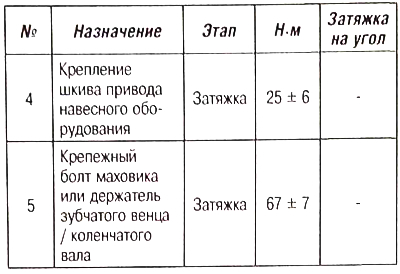
Zatezni momenti
Nazivna debljina (A): 265,23 mm. Vijak za pričvršćivanje poklopaca/ležišta glavnih rukavaca radilice označen je brojem (1).
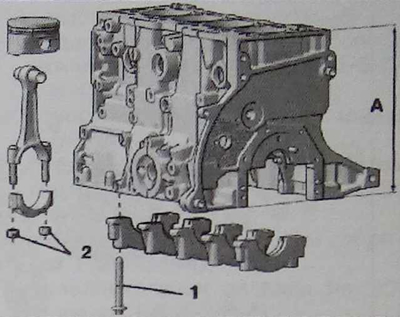
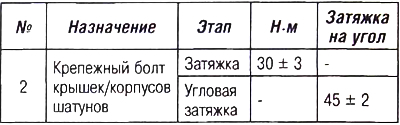
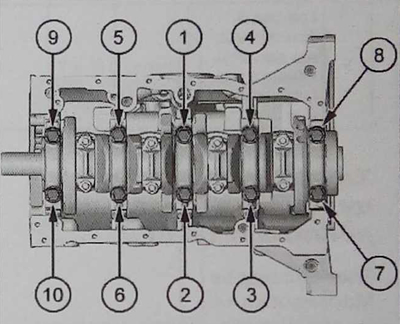
Pažnja. Slijedite pravilan redoslijed zatezanja navojnih spojeva, ugradite nove vijke. Ne podmazujte prilikom ponovnog sastavljanja.
 |  |