
Pažnja! U nekim motorima rane proizvodnje, u glavi cilindra koriste se stari vijci, tj. sa šesterokutnom glavom. U slučaju sastavljanja sklopa košuljica cilindra i klipa novog tipa (zarez na košuljici cilindra) u motoru rane proizvodnje (bez izreza na košuljici cilindra) Sljedeći dijelovi moraju se zamijeniti bez greške: vijci glave cilindra (Torx N55), podloške za ove vijke i modificiranu brtvu glave. Također se mora poštivati metoda zatezanja glave cilindra specifična za Torx vijke.
Čepovi koji pokrivaju tehnološke rupe koji se moraju ukloniti za potpuno čišćenje bloka cilindra
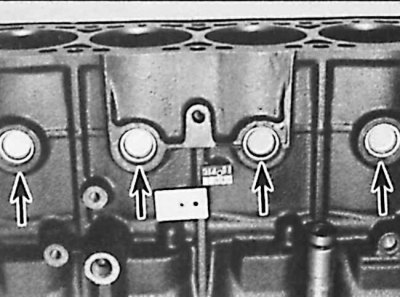
Utikači su označeni strelicama.
Nikada nemojte strugati spojne površine dijelova izrađenih od lakih legura; koristite posebno sredstvo za čišćenje (Magnus Magstrip ili Framet Decaploc).
Za potpuno čišćenje bloka cilindra uklonite tehnološke čepove bušenjem rupa u njima, zavrtanjem samoreznih vijaka i uklanjanjem čepova pomoću vijaka. Nakon čišćenja motora, postavite nove čepove.
Bez obzira na metodu korištenu za čišćenje bloka cilindra, provjerite jesu li svi otvori i prolazi potpuno čisti i suhi.
Klipnjača i glavni ležajevi
Tipični kvarovi slušalica

Uz kvalitetno održavanje i redovitu izmjenu ulja i uljnih filtera, klipnjače i glavni ležaji traju jako dugo. Znak oštećenja ležajeva klipnjače je redovito ritmično glasno kucanje sa strane radilice. Frekvencija ovisi o brzini motora. Ovo kucanje je posebno vidljivo kada motor radi pod opterećenjem. Ovaj simptom je popraćen padom tlaka ulja, iako to obično nije vidljivo osim ako nije ugrađen prekidač tlaka ulja. Oštećenje glavnog ležaja obično se očituje primjetnim vibriranjem, osobito pri visokim brzinama motora, a to vibriranje prati značajniji pad tlaka ulja i "tutnjava" buka.
Klipnjaču i glavne ležajeve potrebno je zamijeniti, no ležajeve skinute s motora potrebno je podvrgnuti pregledu jer se po njihovom stanju može odrediti stanje motora.
Kvar šipke i glavnog ležaja može biti posljedica nedostatka podmazivanja, prisutnosti prljavštine ili drugih stranih tvari, preopterećenja motora ili korozije. Prije sastavljanja motora potrebno je ukloniti uzrok kvara njihovih košuljica. Jedan od razloga može biti rad motora pri malim brzinama pri velikim opterećenjima, kada pumpa za ulje ne stvara visoki tlak i produktivnost, a ulje se zauzvrat intenzivno istiskuje iz radnog područja zbog velikog opterećenja. Česta paljenja motora i kratke vožnje dovode do korozije jer se motor ne zagrijava dovoljno za uklanjanje vode i korozivnih plinova.
Veličina slušalica
Mjesto oznake na bloku cilindra i radilici
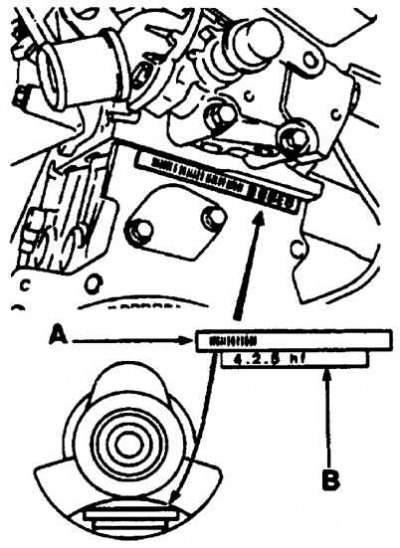
A - crtični kod (koristi se samo za proizvodnju),
B - oznake označavanja
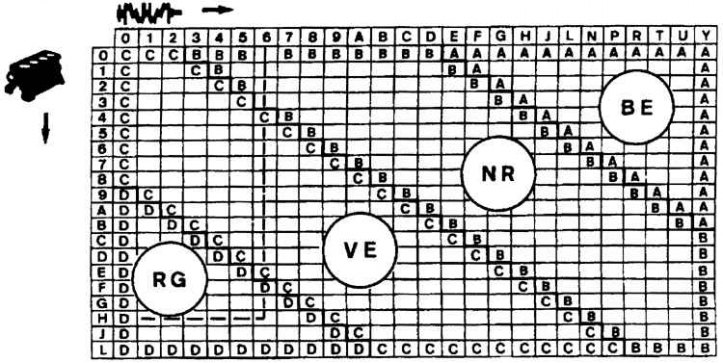
Umetnite grafikon odabira
Na prvim motorima gornja i donja obloga bile su iste debljine.
Na kasnijim motorima radni zazor ležajeva je značajno smanjen, a da bi se taj uvjet ispunio koriste se četiri različite košuljice koje su označene oznakom u boji na kraju. Boja naljepnice označava debljinu obloge. Gornja ljuska na svim ležajevima je iste veličine, a radni zazor se podešava postavljanjem donje ljuske potrebne debljine.
Motori 1500 cm3, 1761 cm3 i 1905 cm3
Boja etikete | Debljina (mm) | |
Standard | Popravak | |
| Gornja linija: | ||
| - žuto | 1,856 | 2,006 |
| Zaključak: | ||
| – plava (Klasa A) | 1,836 | 1,986 |
| - crno (Klasa B) | 1,848 | 1,998 |
| - zelena (Klasa C) | 1,859 | 2,009 |
| - Crvena (Klasa D) | 1,870 | 2,020 |
Motori 1998 cm3
Boja etikete | Debljina (mm) | |
Standard | Popravak | |
| Gornja linija: | ||
| - crno | 1,847 | N/A |
| Zaključak: | ||
| – plava (Klasa A) | 1,844 | N/A |
| - crno (Klasa B) | 1,857 | N/A |
| - zelena (Klasa C) | 1,866 | N/A |
| - Crvena (Klasa D) | 1,877 | N/A |
Na najnovijim motorima nove košuljice mogu se odabrati prema oznakama na bloku cilindra. U nedostatku oznaka, obloge se mogu odabrati samo mjerenjem radnog zazora.
Oznake na bloku cilindra nalaze se na lijevoj strani bloka, a oznake na koljenastom vratilu su na kraju mreže koljenastog vratila. Ove oznake se mogu koristiti za odabir košuljice potrebne debljine kako slijedi.
Postoje dvije linije identifikacije na radilici i bloku cilindra: crtični kod koji koristi Peugeot u proizvodnji i red od pet oznaka. Prva oznaka u nizu odnosi se na veličinu umetka broj 1. Zadnja oznaka u nizu (koji je popraćen strelicom) odnosi se na košuljicu veličine broj 5 (vidi sl. Mjesto oznake na bloku cilindra i radilici). Broj oznake određuje se prema određenom rukavcu radilice i otvoru ležaja bloka cilindra.
Na gornjoj osi nomograma označena je oznaka koljenastog vratila i kroz ovu točku povučena je okomita linija. Na lijevoj okomitoj osi nomograma označena je oznaka bloka cilindra i kroz ovu točku povučena je vodoravna linija. Točka sjecišta linija označava veličinu košuljice koja osigurava potreban razmak (vidi sl. Umetnite grafikon odabira).
Na primjer, nomogram pokazuje da koljenasto vratilo pokazuje na 6, blok cilindra pokazuje na H, točka sjecišta unutar crvenog područja određuje da crveno (Klasa D) najprikladniji za dobivanje potrebnog razmaka.
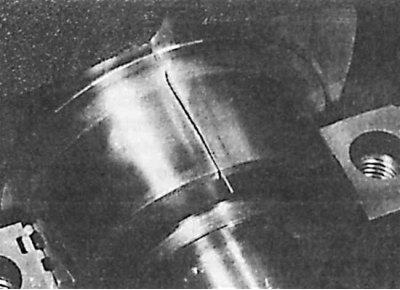
Provjera radnog zazora u ležajevima radilice
Brzo (i točnije) metoda je korištenje proizvoda poznatog kao "Plastigauge". Sastoji se od okrugle plastične šipke koja je stisnuta između čahure i rukavca radilice. Nakon uklanjanja poklopca i donjeg umetka, deformirana plastična šipka se mjeri posebnom šablonom koja je uključena u komplet "Plastigauge".
1. Na obloge ugrađene u blok motora, radilica je ugrađena bez podmazivanja. Rubovi radilice i košuljice moraju biti savršeno čisti i suhi.
2. Odrežite nekoliko komada plastične šipke "Plastigauge" (trebaju biti nešto kraći od širine glavnih ležajeva) i ugradite ih na svaki rukavac koljenastog vratila.
3. Postavite poklopce s donjim umetcima i zategnite pričvrsne vijke potrebnim momentom. U postupku mjerenja razmaka metodom "Plastigauge" nemojte okretati radilicu.
4. Odvijte poklopac nastavka za umetak, uklonite ga i pričvrstite ravnalo otisnuto na pakiranju na deformiranu plastičnu šipku. Uspoređujući širinu deformirane plastične šipke s referentnom širinom na ljestvici, odredite veličinu razmaka.
5. Na kraju, temeljito očistite sve tragove Plastigaugea s ležajeva i radilice.