
Увага! У некаторых рухавіках ранняга перыяду выпуску ў галоўцы блока цыліндраў скарыстаны ніты старога тыпу, т.е. з шасціграннай галоўкай. У выпадку зборкі вузла гільза цыліндру-поршань новага тыпу (выраз на гільзах цыліндраў) у рухавіку ранняга перыяду выпуску (без выраза на гільзах цыліндраў) варта абавязкова замяніць наступныя дэталі: ніты галоўкі блока цыліндраў (Torx N55), шайбы пад гэтыя ніты і мадыфікаваную пракладку галоўкі. Варта таксама выконваць метад зацягвання галоўкі блока цыліндраў, спецыфічны для нітаў Torx.
Пробкі, якія закрываюць тэхналагічныя адтуліны, якія неабходна атрымаць для поўнай ачысткі блока цыліндраў
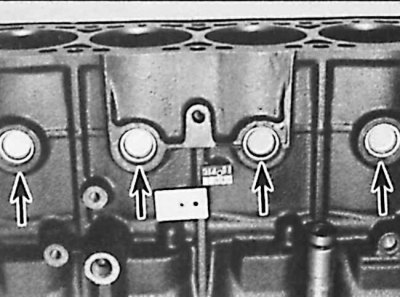
Коркі пазначаны стрэлкамі.
Ніколі нельга шабрыць паверхні злучэння дэталяў, вырабленых з лёгкіх сплаваў; варта выкарыстоўваць спецыяльны ачышчальны сродак (Magnus Magstrip або Framet Decaploc).
Для поўнай ачысткі блока цыліндраў выняць тэхналагічныя коркі, для чаго прасвідраваць у іх адтуліны, ушрубаваць самонарезающие шрубы і за шрубы выняць коркі. Пасля чысткі рухавіка ўсталяваць новыя пробкі.
Незалежна ад выкарыстоўванага метаду ачысткі блока цыліндраў варта пераканацца, што ўсе адтуліны і каналы цалкам вычышчаны і высушаны.
Шатунныя і карэнныя ўкладышы
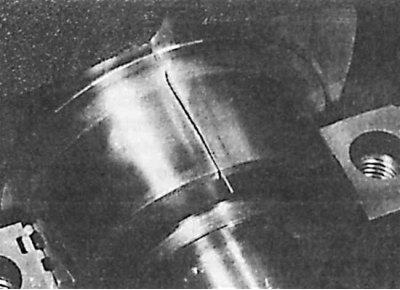
Тыповыя дэфекты ўкладышаў

Пры якасным абслугоўванні і рэгулярнай замене алею і алейных фільтраў шатунныя і карэнныя ўкладышы служаць вельмі доўга. Прыкметай пашкоджання шатун падшыпнікаў з'яўляецца рэгулярны рытмічны гучны стук з боку каленчатага вала. Частата залежыць ад абарачэнняў рухавіка. Асабліва гэты стук замецены, калі рухавік працуе пад нагрузкай. Гэты прыкмета суправаджаецца падзеннем ціску алею, хоць звычайна гэта неўзаметку, калі не ўсталяваны датчык ціску алею. На пашкоджанне карэннага падшыпніка звычайна паказвае прыкметная вібрацыя, асабліва на вялікіх абарачэннях рухавіка, і гэтая вібрацыя суправаджаецца больш істотным падзеннем ціску алею і "грукаючым" шумам.
Шатунныя і карэнныя ўкладышы падлягаюць абавязковай замене, аднак знятыя з рухавіка ўкладышы неабходна падвергнуць экспертызе, бо па іх стане можна вызначыць стан рухавіка.
Вынахад іх ладу шатунных і карэнных укладышаў можа адбывацца з-за недахопу змазкі, прысутнасці бруду ці іншых іншародных часціц, перагрузкі рухавіка ці карозіі. Перад зборкай рухавіка неабходна ўхіліць чыннік выйсця іх ладу ўкладышаў. Адной з прычын можа быць эксплуатацыя рухавіка на малых абаротах пры высокіх нагрузках, калі алейная помпа не стварае высокага ціску і прадукцыйнасці, а алей, у сваю чаргу, з-за высокай нагрузкі, інтэнсіўна выціскаецца з працоўнай зоны. Частыя запускі рухавіка і паездкі на кароткія адлегласці прыводзяць да карозіі, бо рухавік не выграваецца ў дастатковай меры для таго, каб выдаліць вадзяныя і каразійныя газы.
Вызначэнне памеру ўкладышаў
Месцазнаходжанне адзнакі на блоку цыліндраў і каленчатым вале
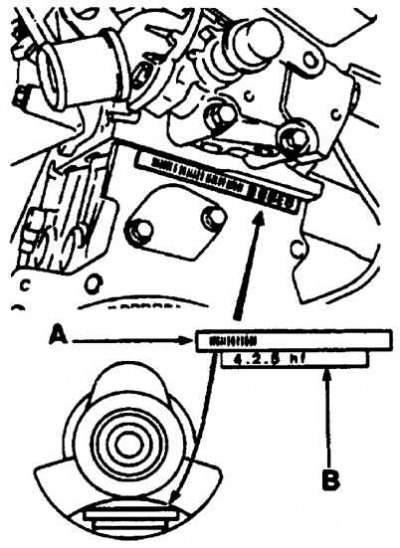
А - штрыхавы код (выкарыстоўваецца толькі для вытворчасці),
B - знакі абазначэння
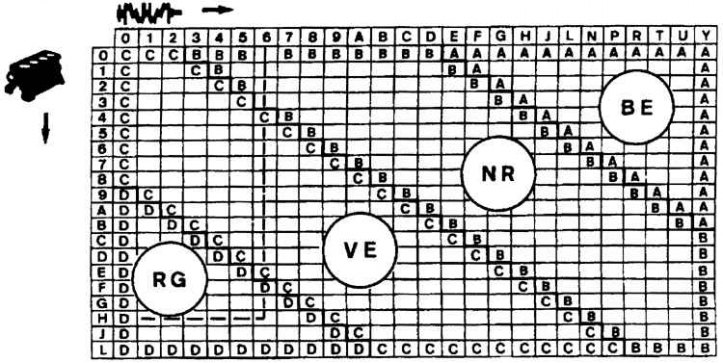
Дыяграма выбару ўкладышаў
На ранніх рухавіках верхнія і ніжнія ўкладышы мелі аднолькавую таўшчыню.
На позніх рухавіках працоўны зазор падшыпніка быў значна паменшаны і для таго, каб гэтая ўмова выконвалася, ужываюць чатыры розных укладыша, якія пазначаныя каляровай пазнакай на тарцы. Колер пазнакі абазначае таўшчыню ўкладыша. Верхні ўкладыш на ўсіх падшыпніках мае аднолькавы памер, а працоўны зазор рэгулюецца ўсталёўкай ніжняга ўкладыша патрабаванай таўшчыні.
Рухавікі 1500 см3, 1761 см3 і 1905 см3
Колер пазнакі | Таўшчыня (мм) | |
Стандарт | Рамонт | |
| Верхні ўкладыш: | ||
| - жоўты | 1,856 | 2,006 |
| Ніжні ўкладыш: | ||
| – блакітны (Клас А) | 1,836 | 1,986 |
| – чорны (Клас B) | 1,848 | 1,998 |
| - зялёны (Клас C) | 1,859 | 2,009 |
| - чырвоны (Клас D) | 1,870 | 2,020 |
Рухавікі 1998 см3
Колер пазнакі | Таўшчыня (мм) | |
Стандарт | Рамонт | |
| Верхні ўкладыш: | ||
| – чорны | 1,847 | N/A |
| Ніжні ўкладыш: | ||
| – блакітны (Клас А) | 1,844 | N/A |
| – чорны (Клас B) | 1,857 | N/A |
| - зялёны (Клас C) | 1,866 | N/A |
| - чырвоны (Клас D) | 1,877 | N/A |
На найболей позніх рухавіках новыя ўкладышы могуць быць абраныя з улікам знакі на блоку цыліндраў. Пры адсутнасці пазнак ўкладышы могуць быць падабраны толькі вымярэннем працоўнага зазору.
Пазнакі на блоку цыліндраў знаходзяцца на левым боку блока, а пазнакі каленчатага вала знаходзяцца на тарцы перамычкі каленчатага вала. Гэтыя пазнакі могуць выкарыстоўвацца для выбару ўкладыша патрабаванай таўшчыні наступным чынам.
На каленчатым вале і блоку цыліндраў маюцца дзве лініі ідэнтыфікацыі: штрыхавы код, які выкарыстоўваецца Peugeot пры вытворчасці і шэраг з пяці пазначэнняў. Першае абазначэнне ў паслядоўнасці адносіцца да памеру нумара 1 укладыша. Апошняе абазначэнне ў паслядоўнасці (якое суправаджаецца стрэлкай) адносіцца да памеру нумара 5 ўкладыша (гл. Мал. Месцазнаходжанне адзнакі на блоку цыліндраў і каленчатым вале). Вызначаюць нумар абазначэння ад пэўнай шыйкі каленчатага вала і адтуліны падшыпніка блока цыліндраў.
На верхняй восі номограммы адзначаюць абазначэнне каленчатага вала і праз гэтую кропку праводзяць вертыкальную лінію. На левай вертыкальнай восі номограммы адзначаюць абазначэнне блока цыліндраў і праз гэты пункт праводзяць гарызантальную лінію. Кропка скрыжавання ліній паказвае памер укладыша для забеспячэння патрабаванага зазору (гл. Мал. Дыяграма выбару ўкладышаў).
Напрыклад, намаграма паказвае, што каленчаты вал паказвае 6, блок цыліндраў паказвае на H, кропка скрыжавання ў межах чырвонай вобласці вызначае, што чырвоны (Клас D) найболей падыходны для атрымання патрабаванага зазору.
Праверка працоўнага зазору ў падшыпніках каленчатага вала
Хуткі (і больш дакладны) метад складаецца ў тым, каб выкарыстоўваць выраб, вядомае як "Plastigauge". Яно складаецца з круглага пластыкавага стрыжня, які сціскаецца паміж укладышам і шыйкай каленчатага вала. Пасля зняцця вечка і ніжняга ўкладыша дэфармаваны пластыкавы стрыжань вымяраецца спецыяльным шаблонам, які маецца ў камплекце "Plastigauge".
1. На ўсталяваныя ў блок цыліндраў рухавіка ўкладышы ўсталёўваюць без змазкі каленчаты вал. Шыйкі каленчатага вала і ўкладышы павінны быць зусім чыстымі і сухімі.
2. Адрэзаць некалькі кавалачкаў пластыкавага стрыжня "Plastigauge" (яны павінны быць злёгку карацей, чым шырыня галоўных падшыпнікаў) і ўсталяваць іх на кожную шыйку каленчатага вала.
3. Устанавіць крышкі з ніжнімі ўкладышамі і зацягнуць балты мацавання патрабаваным момантам. У працэсе правядзення вымярэння зазор метадам "Plastigauge" не круціць каленчаты вал.
4. Адкруціць вечка мацавання ўкладыша, зняць яе і да дэфармаванага пластыкавага стрыжня прыкласці маштабную лінейку, надрукаваную на пакаванні. Параўноўваючы шырыню дэфармаванага пластыкавага стрыжня з кантрольнай шырынёй на маштабнай лінейцы, вызначыць велічыню зазору.
5. У завяршэнне старанна ачысціць ўсе сляды Plastigauge-матэрыялу з укладышаў і каленчатага вала.